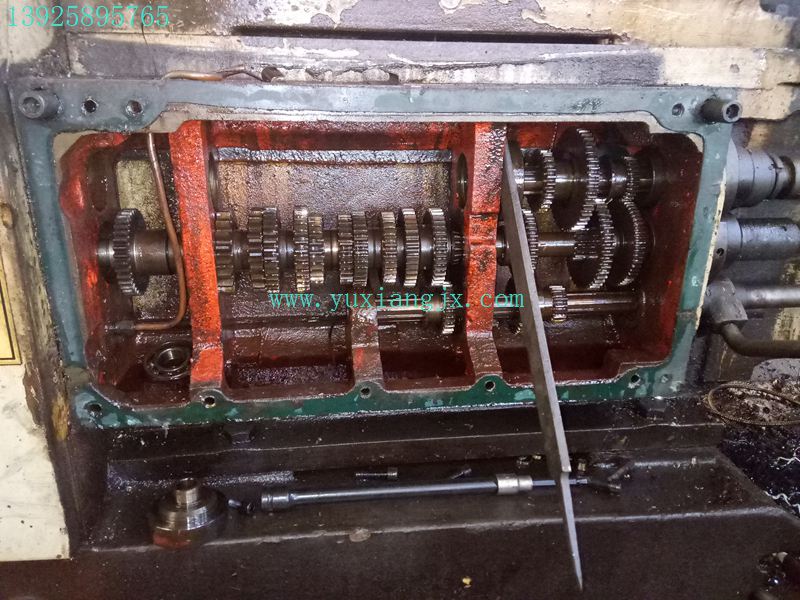
车床维修车床主轴削量的基本要素-东莞宇翔数控车床维修服务部
宇翔机床维修-专业维修车床,铣床,磨床等数控机床
为您提供一站式数控机床维修服务 全国服务电话 13925895765
全国服务电话 13925895765磨床维修内圆磨床的结构分析 1、磨床维修柱塞泵缸体内圆磨床的砂轮轴;砂轮架安装于内.....
机床维修机床的技术展望说明 1、机床维修斜轴控制:在轴向倾斜时,也可进行直线和圆弧.....
车床维修机床的合理使用和维护 1、只要刀具允许,应该尽可能采用高速切削,以便提高生.....
数控机床维修机床由程序编制及程序载体、输入装置、数控装置(CNC)、伺服驱动及位置检.....
铣床维修数控机床的检测装置 铣床维修位置检测装置安装在执行部件(即末端件)上直接.....
数控机床维修前提条件的说明 确定典型零件的工艺要求、加工工件的批量,拟定数控机.....
 扫一扫二维码
扫一扫二维码  在线客服
在线客服