车床维修车削加工的工艺特点-东莞宇翔数控车床维修服务部
宇翔机床维修-专业维修车床,铣床,磨床等数控机床
为您提供一站式数控机床维修服务 全国服务电话 13925895765
全国服务电话 13925895765机床维修的保养技能 1.数控机床的使用环境,对于数控机床最好使其置于有恒温的环境.....
磨床维修磨床使用时的注意要素 生活中日用品的制作只要涉及到开模的,都要用到磨床.....
铣床维修滑动轴承的修复1、滑动轴承表面被研伤后,首选的方法是刮研法。铣床滑动轴承一.....
机床维修机械的结构:机床结构须满足夹持刀具和工件的要求,并使之产生相对运动,还要.....
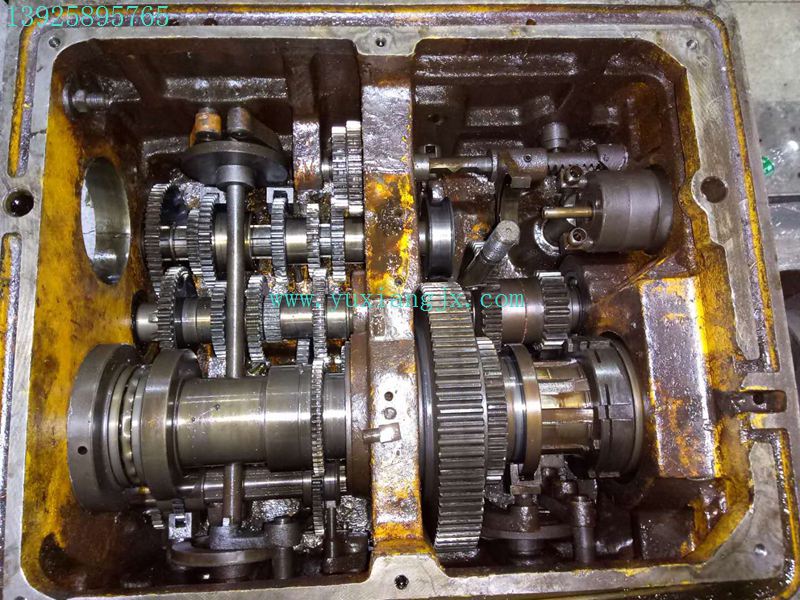
车床维修加工材料的运用 车床是主要用车刀对旋转的工件进行车削加工的机床。在车床.....
车床维修机床的合理使用和维护 1、只要刀具允许,应该尽可能采用高速切削,以便提高生.....
 扫一扫二维码
扫一扫二维码  在线客服
在线客服